Ошибки американских проектантов оборачиваются дополнительными барышами для французской группы AREVA. К такому выводу можно прийти после прочтения доклада, представленного сотрудниками группы (С.Силлс, Х.Глоагьен и Р.Тевене) на международной конференции ICAPP-2007, состоявшейся в Ницце в мае 2007 года.
Замена основного оборудования первого контура реакторов PWR и его производных началась в начале 80-ых годов из-за коррозионного растрескивания под напряжением (PWSCC) сплава 600, напоминают авторы доклада. Первыми в очереди на замену оказались парогенераторы (80-ые годы), вслед за которыми последовали крышки реакторов и другое оборудование (90-ые годы и далее).
Сплав 600 использовался американскими инженерами и технологами как один из основных материалов при проектировании реакторов PWR. Вслед за США, этот материал перекочевал в легководные реакторы под давлением множества государств. Не столкнулись с проблемой сплава 600 только российские ВВЭР и германские модификации реакторов PWR. В Германии, после известных проблем на АЭС "Обригайм" (Obrigheim), было принято решение отказаться от сплава 600 в пользу Incolloy 800, что позволило местным атомщикам остаться сторонними наблюдателями в последующей эпопее замен выходящего из строя оборудования первого контура. - AtomInfo.Ru.
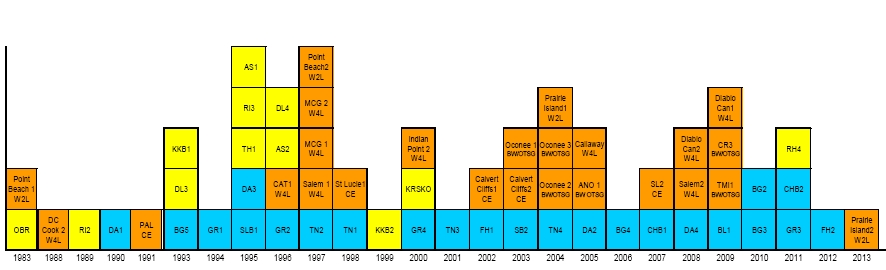
К маю 2007 года, специалисты группы AREVA заменили во всём мире 44 парогенератора и 76 крышек реакторов, указывается в докладе. На рисунках показаны даты замен, выполненные группой во Франции (синий цвет), США (коричневый цвет) и других странах (жёлтый цвет), включая запланированные замены в срок до 2013 года.
Диаграмма замен парогенераторов, выполненных группой AREVA - щёлкните мышью для открытия в отдельном окне
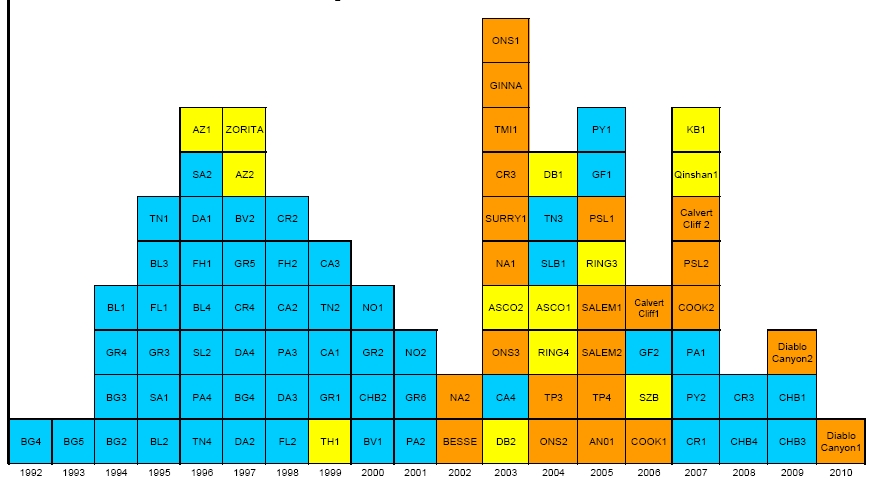
Диаграмма замен крышек реакторов, выполненных группой AREVA - щёлкните мышью для открытия в отдельном окне
В докладе отмечается, что замене на западных блоках подлежат и другие элементы, в частности, компенсаторы объёма, сегменты трубопроводов первого контура и внутренних частей корпуса. Рост количества заменяемого оборудования вызван появлением, в дополнение к PWSCC, коррозионного растрескивания со стороны второго контура (IGSCC).
Критическим показателем при осуществлении замен авторы доклада называют время, требующееся на приобретение заготовок и других материалов. Хорошим примером здесь может служить шведская АЭС "Рингалс". На блоке №4 здесь предполагается одновременная замена трёх парогенераторов и одного компенсатора объёма. По графику данная операция должна произойти в 2011 году, однако контрактация заготовок и труб была выполнена в начале 2007 года.
Важным аспектом любой программы замены должно быть рассмотрение судьбы демонтированного оборудования, которое, как правило, сильно радиоактивно. Владельцам станций необходимо предусмотреть создание специализированных хранилищ, а также разработать план действий по дальнейшему обращению с удалённым оборудованием.

Замена парогенераторов и горячих участков первого контура на французской АЭС Фессенхайм в 2002 году - щёлкните мышью для открытия в отдельном окне

Замена парогенераторов и крышек реакторов на блоках №№2-3 американской АЭС Окони в 2004 году - щёлкните мышью для открытия в отдельном окне
Замена парогенераторов и крышки реактора на энергоблоке "Сент-Люси-1" (США) в 2004 году
В докладе описываются несколько конкретных контрактов группы AREVA по замене корродированного оборудования, в частности, на первом блоке АЭС "Сент-Люси" (США). Здесь в 2004 году были установлены новые парогенераторы и крышка реактора. Согласно графику, на всю операцию отводилось 58 дней. В реальности, блок находился вне сети 64 дня. Небольшая задержка была вызвана прохождением урагана "Вилма".
Работы производились специалистами собственно группы AREVA и её совместного предприятия с "Washington Group International" - SGT. Французы изготовили новое оборудование и произвели его установку. За прочие операции отвечало SGT.
На первом этапе в двойном (бетонном и стальном) контейменте "Сент-Люси-1" было проделано отверстие, достаточное для транспортировки оборудования. При вскрытии бетонной стены, куски бетона удалялись при помощи роботизированных механизмов.

Отверстие в двойном контейменте на "Сент-Люси-1"
Доступ к парогенераторам и крышке корпуса оставался затруднённым, и специалисты AREVA спланировали сложную операцию по внутриблоковой логистике. На помощь атомщикам пришла фирма "Mammoet", чьи мощные подъёмные краны позволили поднимать оборудование с внешней стороны контеймента и вставлять его в проделанное отверстие.

Парогенератор поднят до отметки отверстия, "Сент-Люси-1"
В состав контракта на замену парогенераторов их проектирование и изготовление, равно как планирование операции по удалению старых и установки новых ПГ, испытание работоспособности нового оборудования и поставка требуемых компонентов, включая теплоизоляцию для труб. Важной частью работы стали мероприятия по снижению дозовой нагрузки на персонал, что представлялось непростой задачей из-за больших масс транспортируемых изделий. Общая дозовая нагрузка в ходе замены на "Сент-Люси-1" составила 70 бэр.

Парогенератор готов к установке, "Сент-Люси-1"
Малоупоминаемой, но оттого не становящейся менее важной задачей при замене оборудования является обращение с трубами и электрической частью. Специалисты группы AREVA и SGT выполнили отсоединение и присоединение (с частичной заменой) большого количества трубопроводов, 120 нагревателей, а также электрических кабелей системы КИПиА.
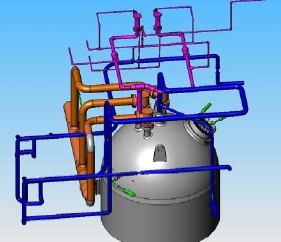
Диаграмма подвода трубопроводов к парогенератору, "Сент-Люси-1"
При замене крышки реактора отдельной частью работы стала установка 63 приводов СУЗ. Сварка была выполнена с недельным опережением графика и без единого замечания.

Привода СУЗ на крышке реактора, "Сент-Люси-1"
По мнению авторов доклада, по мере дальнейшего распространения проблемы сплава 600 на АЭС западных проектов, перед владельцами станций будет вставать вопрос о поисках путей экономии средств при замене пострадавшего от коррозии оборудования. Выходом из сложившейся ситуации может стать одновременная замена большого количества элементов (например, парогенераторов и крышки реактора). Однако на фоне экономии денег - в частности, за счёт меньшего числа вскрытий контейнмента - одновременная замена потребует более тщательного планирования и слаженной работы множества специалистов. В противном случае, владельцы АЭС могут столкнуться с задержками и срывами графика замен.
Авторы уверены, что единого решения по замене оборудования, подходящего для всех реакторов типа PWR, не существует, и каждый блок должен рассматриваться по отдельности.
ИСТОЧНИК: AtomInfo.Ru
ДАТА: 08.09.2007
Темы: АЭС, США, Атомное машиностроение, Сплав 600, AREVA